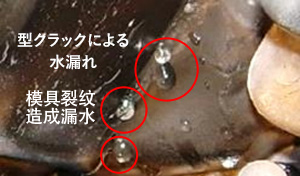
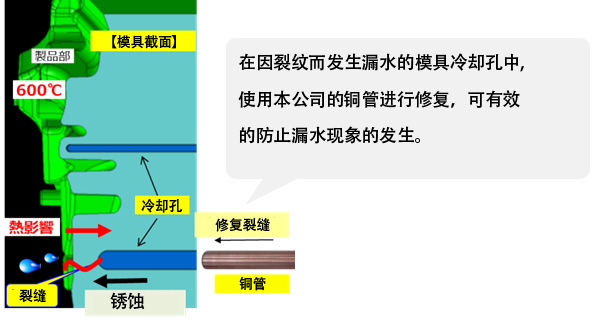
铸造工厂在加工生产的过程中模具会产生高温高热,因此模具会设计冷却孔进行水冷。
但是,随着时间的推移会生锈,出现如左图所示的“裂缝”,造成漏水,导致生产出现停工停产问题。
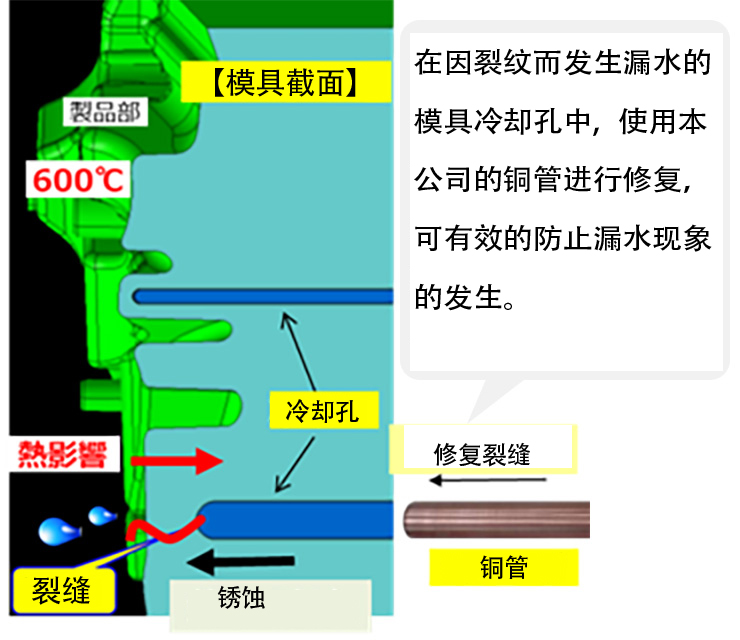
铸造工厂在加工生产的过程中模具会产生高温高热,因此模具会设计冷却孔进行水冷。
但是,随着时间的推移会生锈,出现如左图所示的“裂缝”,造成漏水,导致生产出现停工停产问题。
| 材质 | 模具类型 | 用途 | |
| 管状 | 铜 | DC模具 |
|
| 黄铜 | Po模具 | ||
| 铝合金 | Po模具 | ||
| 钢材 | 低成本规格 | ||
| 颜色 | 铜 | 通用 |
| 热传导率比较 | |
|---|---|
| 铜 | 390 [W/m・K] |
| 不锈钢 | 16 [W/m・K] |
| 铜管外径 (Φ) |
最长 (mm) |
板厚 (t) |
|---|---|---|
| 3 , 4 , 5 | 150 | 0.3 |
| 4 , 5 | 200 | |
| 6 | 130 | |
| 6 , 7 , 8 , 9 , 10 | 300 | 0.5 |
| 11 , 12 , 13 , 14 , 16 , 18 , 20 | 300 | 0.8 |

| 重量比 | 铜粉85-90% 树脂5% |
|---|---|
| 本铜膏 · 硬化剂 | 红瓶盖为铜膏【WA-001A】,白瓶盖为硬化剂【WA-001B】,两瓶为一套。 |
| 热传导率 |
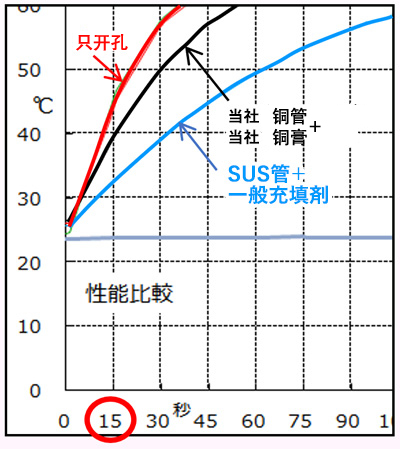
铸造时模具的温度会上升,在模具达到300℃时,铜膏里的树脂成分会碳化,热传导率也会发生变化
|
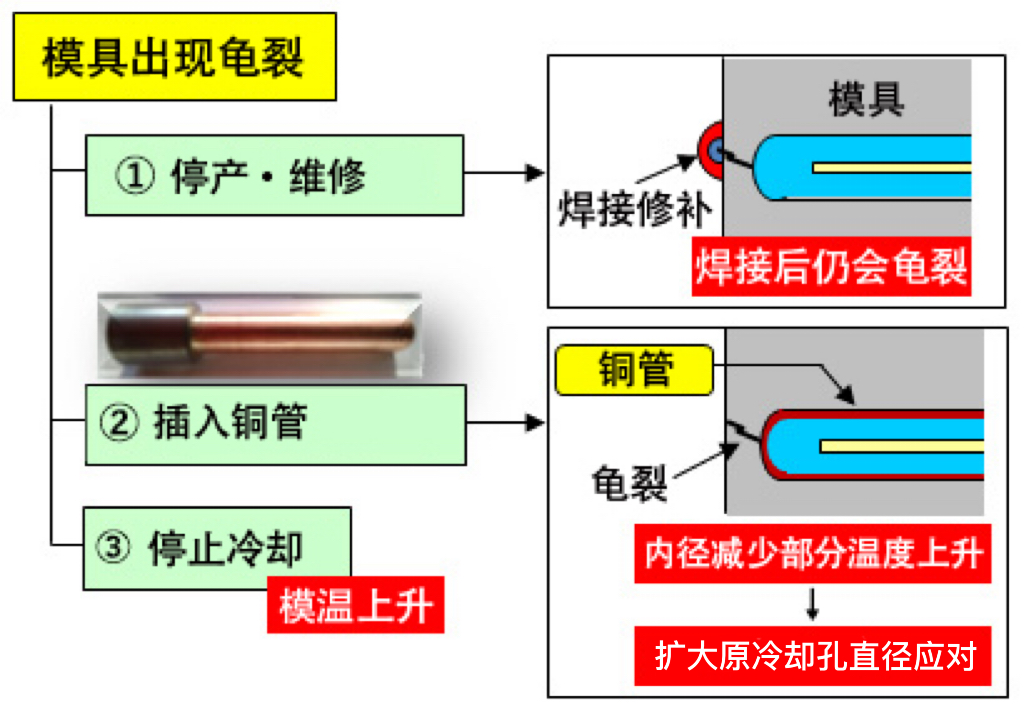
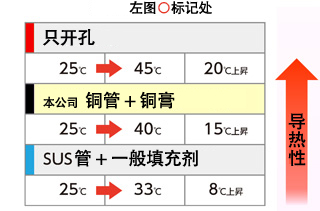
冷却孔开裂导致漏水的主要原因是“冷却孔内生锈引起的应力腐蚀开裂”,如果从一开始就使用铜管+铜膏填充剂组合的话,可以达到“提高冷却能力”、“降低漏水风险持续稳定运转”、“防止冷却孔生锈延长模具寿命”等效果。
升温测试场景

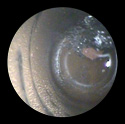
铜管内未出现生锈的现象。
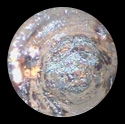

冷却孔内出现生锈。随着冲击次数的增加,生锈会发展成鱼鳞状。需要进行定期维护清扫。
上面两张照片是经过25000次冲击后所拍摄的照片,可以推测出由于铜形成了氧化被膜,所产生的效果与模具的寿命具有相同程度的耐久性。
| 铜管·铜膏 介绍资料 High performance filler and Straight copper tube Pamphlet |
|---|